Refinery RVP Reduction
Refiners match RVP reduction measures to operating problems
Reductions in gasoline vapor pressure specifications have created operational challenges for many refiners. Removal of butanes from gasoline blendstocks has become more critical to meeting product vapor pressure requirements.
Some refiners have made major unit modifications, such as adding alkylation capacity for butane conversion. Others have debottlenecked existing fractionation equipment, thus increasing butane removal.
Three case studies will illustrate vapor pressure reduction solutions. The solutions include: changing unit operating targets, maintaining existing equipment, and debottlenecking minor equipment.
LSR fractionation
One refiner changed the operating targets for its 10,000 b/sd light straight run (LSR) stabilizer to help meet mandated gasoline vapor pressures.
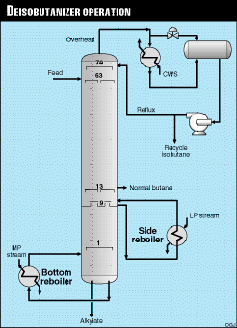
As shown in Figure 1, the stabilizer removed butane and lighter material from the C5+ gasoline blendstock, LSR. The overhead from the LSR stabilizer was sent to a depropanizer. The depropanizer produced an overhead propane product for sale and a normal butane stream which was routed to a Butamer unit for isomerization.
The Butamer unit isomerizes normal butane to isobutane, which is fed to the alkylation unit. The Butamer handles only limited amounts of C5s to prevent catalyst degradation.
To meet gasoline blending requirements, the LSR RVP specification was lowered to 8.5-9.0 psi from 9.0-9.5 psi. The overhead specification for the LSR stabilizer remained minimum C5+.
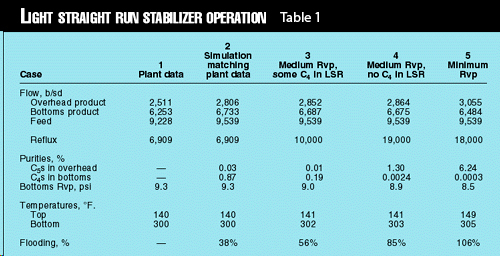
Case 1 in Table 1 shows typical plant operating data following the specification change.
The operations personnel tried changing various operating parameters to meet both the overhead and bottoms specifications. Unfortunately, when it became evident that the tower could not meet both specifications simultaneously, an engineering study was performed.
An existing simulation of the tower was revised to match the plant vapor pressure. Case 2 in Table 1 shows the simulation results.
The new simulation matched the tower temperatures, reflux rate, and LSR RVP. The overhead and bottom product rates deviated somewhat because the old feed composition was not revised for the quick study. Overall, however, the simulation matched the tower operation well, allowing accurate case comparisons.
The Case 2 simulation predicted 0.87 liquid volume % (LV %) butane in the bottom LSR to match the RVP observed in the plant. Case 3 increased the reflux and reboiler rates to reduce the LSR butane concentration and, hence, vapor pressure.
Case 3 indicates a bottoms RVP of 9.0, which just meets the upper limit of the new specification. The calculated butane content was 0.19 LV %.
Case 4 indicates that further increases in reflux and reboiler rates show negligible gains. Case 4 used reflux and reboiler rates that may not be achievable without equipment modifications.
In Case 4, the bottom LSR was virtually butane free, yet the bottom RVP dropped to only 8.9 psi. All of the extra reboiler duty and reflux reduced the bottoms RVP by only 0.1 psi compared to Case 3.
Case 5 shows what would have been required to meet the lower RVP target of 8.5. The C5+ content in the LSR overhead would have to be increased to 6.24 LV % to reduce the bottoms RVP to 8.5.
In this case, the RVP reduction would have come not from eliminating butane from the LSR, but by rejecting C5+ material to the overhead. The additional overhead C5+ not only would have violated the Butamer feed limit, but also would have done nothing to reduce the vapor pressure of the gasoline pool.
To meet the specification, the C5+ material would have to go through the Butamer and, assuming minimal reaction, enter the alkylation unit. The nonolefinic C5+ material would pass through the alkylation unit and end up in the alkylate product.
Because the refinery did not have a C7 conversion unit, the C5s in the refinery’s crude would have ended up in the gasoline blending pool no matter what processing route the refiner took.
A slight adjustment in the LSR RVP target, returning it to the 9.0-9.5 psi specification, allowed good separation in the LSR stabilizer. The gasoline vapor pressure specification had to be met by removing additional butane in other units.
Equipment Fouling
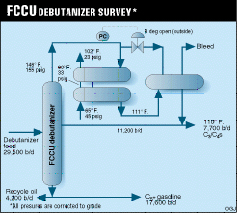
Equipment fouling was limiting product RVP in a fluid catalytic cracking unit (FCCU) debutanizer. Figure 2 shows the debutanizer, along with survey data.
The overhead product is a mixture of olefinic and paraffinic C3 and C4s. The bottom product is FCCU gasoline used as a gasoline blendstock.
Table 2 shows additional operating data.
The overhead condensing capacity limited the debutanizer operation. The pressure-control valve on the hot vapor bypass operated nearly closed. Attempts to increase the reflux rate only resulted in the valve closing and the tower pressure increasing.
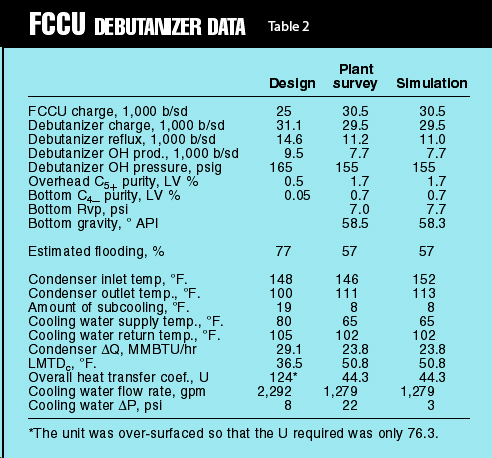
The maximum reflux rate of 11,200 b/sd was 23% less than design. The calculated overhead condenser duty was only 23.8 MMBTU/hr, compared to the design duty of 29.1 MMBTU/hr.
The process outlet temperature was 111° F, compared to the design temperature of 100° F, even though the temperature of the cooling water was 15° F colder than design.
The calculated overall heat-transfer coefficient was only 44.3, compared to the design value of 124. Obviously, the overhead system was not performing as designed.
The less-than-design reflux rate raised the butane concentration in the FCCU gasoline to 0.7 LV % and greater, compared to the design value of 0.05 LV %. The higher butane concentrations resulted in greater FCCU gasoline RVP.
The FCCU gasoline accounted for a large percentage of the refinery’s gasoline pool. For this reason, the debutanizer problem made meeting the refinery’s finished gasoline specifications difficult.
Since FCCU capacity was the major refinery limit, the debutanizer overhead condensing limit had a large, detrimental impact on refinery profitability. The importance of this operating bottleneck led to further analysis.
All evidence of the poor condenser operation pointed to tube-side fouling caused by the cooling water. The heat-transfer coefficient was much lower than design, indicating fouling on either the tube or shell side of the exchanger.
The bottom reboiler’s reduced heat-transfer coefficient is, in part, a result of the dry-wall desuperheating discussed previously. The substantial reduction in heat-transfer coefficient compared to design, however, suggests fouled exchangers.
The cooling water rate was measured by injecting a known amount of tracer into the exchanger inlet and calculating the water flow rate from the concentration of the tracer in the exchanger outlet. The calculated cooling-water flow rate of 1,279 gpm was 60% less than the design flow rate of 2,292 gpm.
The cooling water rate was below design, despite the fact that the exchangers had 22 psi available pressure drop, as compared to only 8 psi in the original design.
The effect of fouling in the overhead condenser on the bottoms RVP is shown in Figure 3. The base case operation, reflecting survey conditions, is shown at the lower left.
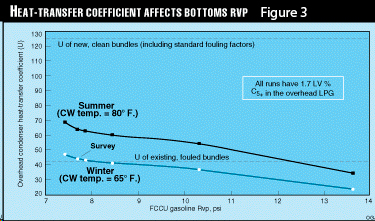
The simulation indicates that the minimum attainable RVP is 7.3 psi, with essentially no C4- in the bottoms. The other data points on the same line indicate the increase in gasoline RVP resulting from reduction of the overhead condenser heat-transfer coefficient.
All of the points below the dashed line, denoting the survey U of 44, represent feasible operating points. The top curve estimates the effect of higher cooling-water temperatures and, hence, vapor pressures during the summer.
Almost all of the points on the line indicating summer operation are above the dashed line, indicating that operation is unfeasible with the fouled exchangers.
The plot clearly shows that the heat-transfer coefficient was below design. The curve for the current winter operation indicates that the RVP could be reduced only marginally by removing all of the C4- fraction.
The curve for summer operation shows the large impact that the poor heat-transfer coefficient would have in the coming months. Assuming that the exchanger heat-transfer coefficient remained constant, the fouled overhead condensers would result in an FCCU gasoline RVP of more than 12 psi. This unacceptably high RVP forced a resolution.
Attempts at on-line cleaning were unsuccessful. A shutdown was required to clean the bundles.
To minimize expensive downtime, new bundles were bought in advance. The debutanizer was shut down, and the new bundles were installed.
The existing bundles indicated severe tube-side fouling, as was expected. Upon start-up, the condenser operation returned to design conditions and the debutanizer no longer limited unit and refinery operation.
The new bundles reduce the exchanger outlet temperature to less than 70° F, compared to 111° F before the bundles were changed. The increased cooling allows the RVP specification of 6.5-7.0 psi to be met, even during summer.
In addition, the C5+ in the overhead has been reduced to less than 0.5 LV % from 1-2 LV %.
Reduced FCCU gasoline RVP helped meet the mandated pool specifications.
Debottlenecking
The value of debottlenecking relatively minor equipment is illustrated in the case of another LSR stabilizer.
This stabilizer was in the same service as the one discussed previously. Although the refinery configuration was slightly different, the same products and desired separations applied.
The stabilizer was undersized for the service, as the upstream equipment had been debottlenecked to allow greater charge rates. The undersized stabilizer led to high C4- concentrations in the bottoms and high C5+ losses in the overhead.
Table 3 shows typical flows and purities.
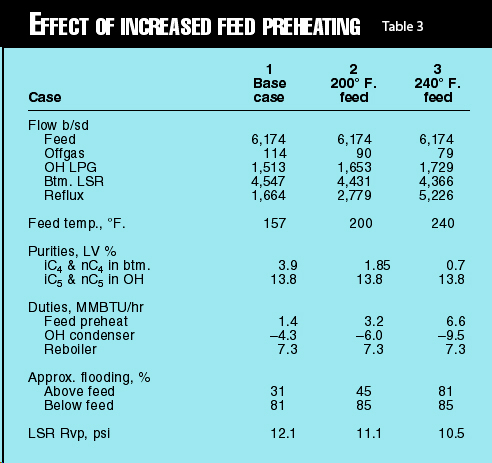
Case 1 indicates that, despite allowing almost 14 LV % of C5+ material into the overhead product, the lowest attainable C4- concentration in the bottoms was 3.9 LV %. This high C4- content resulted in vapor pressures of 12 psi and greater.
The high C4- concentration in the stabilized LSR was causing significant vapor pressure blending problems. A study was initiated to determine the best means of reducing vapor pressure with only minor equipment modifications.
Because the bottom portion of the tower was limiting, the study concentrated on increasing the temperature to which the feed is preheated. The tower had a feed/bottoms exchanger, but the feed still entered the column significantly subcooled.
The subcooling of the feed contributed to the bottom tray flooding limit. The subcooled feed had to be heated up to its bubble point using the heat supplied by the reboiler. Using the reboiler heat increased the traffic in the loaded bottom section of the tower.
Alternatively, additional feed preheating could be added externally to the tower, which would not increase the tower loadings. This higher preheating temperature could be achieved easily with another small feed/bottom exchanger.
Cases 2 and 3 in Table 3 illustrate the significant debottlenecking effect of additional feed preheat. Raising the feed preheating to 200° F reduced the amount of butanes in the bottoms by more than half. The vapor pressure decreased accordingly, from 12.1 psi in Case 1 to 11.1 psi in Case 2.
Fig. 4 shows the effect of the additional feed preheating on the bottoms RVP.
The refiner chose to increase the feed temperature to 200° F while the column separation was still not good, even at the higher preheating levels, the reduction in bottoms RVP was significant. (An RVP of 11.1 psi was achieved).
Additional feed preheating is not a panacea for all column debottlenecking. Preheating usually increases capacity only if the columns have subcooled feeds and are limited by reboiler duty or by tray flooding below the feed.
Additional feed preheating also reduces the energy efficiency of the tower. For a given amount of feed and reboiler duty, better separation is achieved if more duty is applied to the reboiler. If additional preheating is available through feed/bottoms exchange, however, the energy debit may become moot if the bottom heat were rejected against a utility.
As with any debottlenecking effort, all of the ancillary equipment must be checked. Additional feed preheating increases the loads on all of the equipment above the feed tray. Other debottlenecking options, such as high-capacity trays or packing, may be more suitable, depending on the individual circumstance.
Meeting Specifications
All of these case studies had the common element of reducing the amount of butane and, hence, the vapor pressure of the gasoline blending pool. This is a common requirement in today’s refineries.
Sometimes the refinery goals can be met by judicious adjustment of operating parameters. Other times, equipment maintenance or new equipment may be required.
Operations and engineering reviews can provide options and solutions when new requirements or operating problems arise. There is no one right answer for all cases.
The Authors
Joseph Musumeci is a consultant with Ascent Engineering. Previously he was vice-president of MPEC Inc. and worked as a process engineer for Amoco Oil Co. He has a BS in chemical engineering from Texas A&M University. He is a registered professional engineer in Texas. He is also a pilot.